
L2计算模型 (智能带钢轧制技术)

L2过程控制系统,真正实现全智能自动轧钢
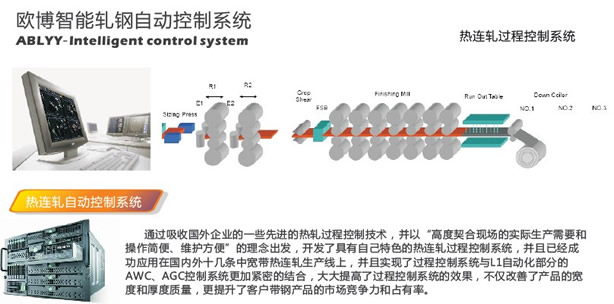

• 热轧过程控制计算机系统(L2)主要任务是对全线的各生产工序进行实时跟踪、数据采集、保存和工艺参数优化;
• 实现带钢热连轧轧机自动设定,提高产品质量控制,包括带钢厚度、宽度、终轧温度、卷取温度、板形等参数;
• 提高轧制节奏、减少轧制故障,减少由于换辊、换规格轧制时半自动轧制输入数据的时间;
• 减少半自动规程输入和计算的人为错误。
模型系统
数学模型和模型自适应软件是带钢热连轧过程控制计算机中重要的软件。
数学模型的计算精度越高,产品质量的控制精度才能越高。
为了实现带钢热连轧轧机设定及质量控制,主要涉及以下数学模型:
• 温降模型:温度对于热轧来说是重要的参数,温降模型不仅用于终轧温度及卷取温度控制,而且是设定模型中的重要模型;
温度预报对轧制力有直接影响。因此必须精确预报每台轧机的轧制温度。
• 轧制力模型:由于板带轧制时弹跳现象,轧制力变动将是影响厚度精度的主要因素。
轧制力模型亦是轧机设定是否正确(能否顺利穿带)的主要因素。
• 前滑模型:前滑模型用于连轧机组各机架速度设定计算。
• 宽度模型:宽度模型用于粗轧设定(平辊及立辊设定)。
• 以弹跳方程为基础的模型。
–热轧过程控制计算机系统(L2)主要任务是对全线的各生产工序进行实时跟踪、数据采集、保存和工艺参数优化;
• 实现带钢热连轧轧机自动设定,提高产品质量控制,包括带钢厚度、宽度、终轧温度、卷取温度、板形等参数;
• 提高轧制节奏、减少轧制故障,减少由于换辊、换规格轧制时半自动轧制输入数据的时间;
• 减少半自动规程输入和计算的人为错误。

• 板坯初始数据管理
• 轧件数据跟踪
• 外部通信管理
• 测量值收集与处理
• 画面管理
• 历史数据管理、报表系统
• 模拟轧钢
• 轧辊数据及生产数据管理
• 换班、吊销处理、质量统计