
中板矫直机智能控制系统

随着中厚板生产工艺的发展,各钢板生产厂家对提高产品质量、降低成本、提高产品附加值的要求越来越高。 产品质量包含形状要求(厚度、宽度和板形和性能要求(炼钢、控轧和控冷);板形质量包括控轧控制板形与ACC冷却均匀,使板型有效解决。
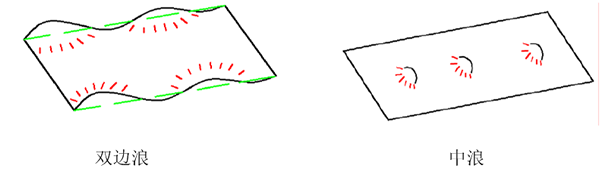
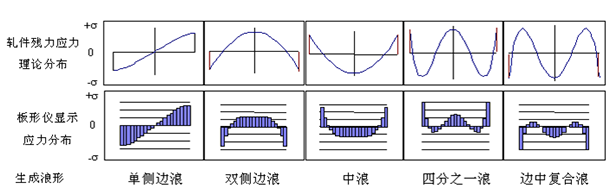
对于中厚板主要典型缺陷单边浪 ,双边浪,中浪,复合浪,弯曲,瓢曲等可以有也适用。
中厚板控冷控轧技术的逐步成熟和广泛应用,使钢板热矫直的温度进一步降低,屈服极限不断提高,矫直厚度不断增加,单靠热矫直机已无法满足矫直质量需要,这也直接促使预矫直机的应用和发展。目前宝钢5000、浦钢4300、营口5000等少数中厚板线,已经进行了新一轮技术升级,在轧机后紧靠ACC快速冷却入口段,新增钢板高温预矫直机,以弥补单一热矫直机对控冷控轧工艺的适应性的不足。
同时,随着中厚板热处理线的逐步普及,热处理矫直机(温矫直机)也作为关键设备开始大量应用。
与热矫直机不同,热处理矫直机的矫直温度更低,适应矫直温度范围更宽。随着热处理工艺的变化,矫直温度降低,钢板的强度增加,变形抗力和加工硬化显著加强。因此,热处理矫直机设计的设备能力要远远高于热矫直机。
为进一步提高成品表面质量,提高中厚板——特别是高强度板的成品率,冷矫直机已经在各大钢厂开始使用。
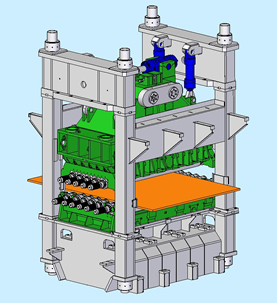
钢板通过交错布置的工作辊系时产生多次的反复弯曲,多次反复弯曲的过程是个非常复杂的弹塑性弯曲变形问题,在矫直的过程中板材的上下表面发生局部的塑性变形达到屈服,板材的中心层发生弹性变形,这个变形的过程消除钢板内部的残余应力,能够有效的提高板形的质量,实现钢板矫直的目的。
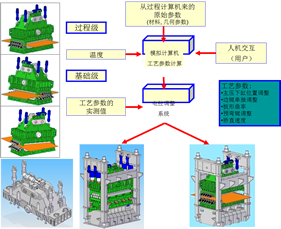
控制过程描述
L2级设定模型可以根据跟踪系统传送的钢板基本信息(钢板长度、宽度、厚度、钢种和温度等),调用在线设定模型,对辊缝进行自动预设定(可人工修正),在线给出基础辊缝、辊系倾斜量、弯辊量、边辊调整量、速度等设定值以及矫直力和矫直扭矩等预测值。
L1级负责控制执行机构,同时在矫直过程中动态调整。在矫直跟踪系统的基础上,根据L2级的设定数据实时进行辊缝控制、速度控制和弯辊控制等,自动完成预设定的矫直过程。
在矫直带载情况下,操作人员仍然可以通过HMI修正辊缝、边辊和速度设定值,期望获得更好的板形。
L1基础自动化主要完成如下功能:
辊缝标定
辊缝定位
倾动控制
倾斜控制
矫直速度控制
弯辊力控制
连锁保护
矫头功能
带载压下
带载动态调整
s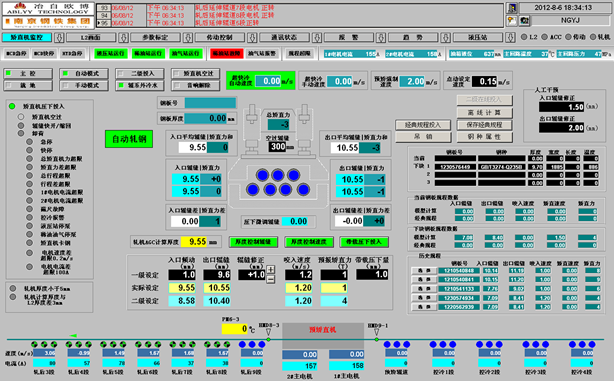
矫直完成后,模型根据实测数据对矫直力、辊缝进行自学习。主要分为:
短期自学习
短期自学习就是通过修正入口压下量、出口压下量、矫正力值来解决矫直机在矫直工作过程中由于弹性变形、计算误差、初始间隙及磨损等问题造成的综合误差。通过短期自学习,保障同批次后续钢板的矫直精度。
长期自学习
长期自学习:在同规格的该批次钢板矫正完毕后,进行模型工艺参数修正,以保障模型程序将来在矫正该规格钢板时设定值更加精确(不同批次)。

